 Skip to content
Skip to content If you are importing an AS 4687 temporary fence, the expensive mistake usually shows up after the container lands, not before it leaves China. I have seen buyers sign off on a neat-looking sample, then lose a week on site because the test report covered the old single-sided wind method, the feet came in light, and half the clamps were packed loose and missing by arrival. That is how a cheap order turns into a project headache. You are not just buying panels; you are buying audit risk, programme risk, and a very public argument with the site team if the inspector asks for proof and your supplier goes quiet.
This article cuts straight to the checks that matter: 2022 versus 2007 wind testing, 42-micron galvanizing verification, 75mm aperture limits, 32mm x 2.0mm pipe specs, 20kg-plus base requirements, and the documents you should demand before you release a deposit. I will also get into the stuff too many guides skip, like packaging control, missing-parts rates, lead-time traps on bulk runs, and why post-weld hot-dip galvanizing is the only finish I would trust near the Australian coast. If your KPI is zero compliance issues, this is the due-diligence list you use before the order, not after the truck unloads.

AS 4687 2022 vs 2007 Standard Changes
AS 4687:2022 is a real compliance shift, not a cosmetic update. The biggest change is dual-sided anti-overturning and wind testing, plus tighter proof requirements for import buyers.
If you are buying an AS 4687 temporary fence for Australian projects, the practical difference between the 2007 and 2022 versions is simple: 2022 demands stronger evidence that the fence remains stable under real site conditions. That matters to procurement teams because the failure usually shows up after delivery, during inspection or after installation, not at quotation stage.
What changed from AS 4687:2007 to AS 4687:2022
The 2007 framework was widely treated as a basic compliance reference for temporary fencing systems. In practice, many factories only tested for single-sided load response and then sold the product as compliant. AS 4687:2022 closed that gap by requiring dual-sided anti-overturning assessment, which is a much harder standard to fake and a much better reflection of what happens on exposed construction sites.
- Wind testing: AS 4687:2022 introduced dual-sided wind testing, replacing the single-sided approach commonly associated with 2007-era compliance claims.
- Anti-overturning: The 2022 update requires the fence system to resist overturning from both directions, not just one loading direction.
- Stability classes: Buyers now need to verify the tested class, not just ask whether the panel is “AS 4687 compliant.” Stability Class A is tied to standard conditions, while higher loading conditions move into Class B testing.
- Documentation: The 2022 version puts more pressure on suppliers to provide traceable test reports, system configuration details, and supporting material records rather than generic certificates.
Wind testing and stability class differences buyers should actually check
This is where many import programs fail. A supplier may show a panel drawing, pipe size, or galvanizing statement, but AS 4687 compliance is about the tested system, not just the panel. That means panel, clamps, base, brace, and load direction must match the tested setup.
- Class A wind load: Dual-sided testing at 0.5 kPa, with a minimum 20 kg base requirement for standard conditions.
- Class B wind load: Dual-sided testing at 0.8 kPa for higher loading scenarios.
- Base compatibility: Concrete base 20 kg minimum, or compliant plastic feet with ballast, must be part of the tested system.
- System integrity: A 32 mm outer diameter x 2.0 mm wall thickness frame and compliant mesh aperture are relevant, but they do not replace wind and overturning test evidence.
Our testing position is straightforward: if the base type changes, the brace layout changes, or the supplier swaps components after testing, the original report stops being a reliable compliance document. For Procurement Pete, that is the hidden failure risk. The paperwork may look clean, but the delivered system is no longer the same as the tested system.
Why dual-sided anti-overturning testing matters in real procurement
The 2022 dual-sided requirement matters because temporary fence failure does not always happen from one predictable direction. On live sites, installers deal with changing wind direction, uneven ground, partial runs, and imperfect bracing. A single-sided result does not tell you enough about actual overturning risk.
This is also where many weak compliance claims get exposed. Only 12% of Anping manufacturers possess the dual-sided wind testing equipment required for AS 4687:2022 certification; most still test single-sided and claim compliance. That is exactly why Australian buyers should ask whether the report is explicitly based on dual-sided testing under AS 4687.1:2022, not on older internal methods or recycled 2007-era paperwork.
Documentation requirements: what should be in the supplier file
Under the 2022 buying environment, a certificate by itself is not enough. A serious supplier should be able to show the test basis, the exact system configuration, and the material evidence behind the claim. If they cannot, you are relying on trust instead of compliance control.
- AS 4687.1:2022 test report: The report should identify the tested fence system, not just mention the standard in general terms.
- Wind and stability data: The file should state the applicable Stability Class and the load level, such as 0.5 kPa or 0.8 kPa.
- Base and accessory details: The report should specify whether concrete bases, plastic feet, clamps, and braces were part of the tested assembly.
- Galvanizing proof: Hot-dipped galvanized steel should comply with AS/NZS 4680, with post-weld coating above 42 microns where required for corrosion resistance.
- Quality records: ISO9001 plus SGS or BV test documentation helps procurement teams verify consistency between the tested sample and production batches.
We recommend one extra check that many buyers skip: make the supplier confirm in writing that the shipped configuration matches the tested configuration. That includes base weight, panel size, tube thickness, mesh aperture, and finish. Without that statement, the compliance file may be technically valid while the shipment is commercially risky.
At DB Fencing, we align our Australian supply program to the current standard, not outdated market habits. That means dual-sided AS 4687:2022 testing, post-weld hot-dip galvanizing above 42 microns to AS/NZS 4680, and Stability Class A compatible bases, including our 25 kg concrete base option and in-house plastic feet solutions. For buyers managing inspection risk, the real question is not whether a supplier says “AS 4687 compliant,” but whether they can prove the full system was tested to the 2022 requirement and shipped the same way.
Critical AS 4687 Technical Requirements
For an AS 4687 temporary fence, the non-negotiables are a maximum 75mm foothold opening, post-weld hot-dip galvanizing above 42 microns, and dual-sided wind testing under AS 4687:2022.
If you are importing for Australian construction sites, these are the checks that decide whether a shipment protects your project or creates a compliance problem. Procurement teams do not get burned by obvious defects. They get burned by hidden non-compliance that only shows up after panels arrive on site, during inspection, or after corrosion starts at the welds.
75mm maximum aperture rule for preventing footholds
AS 4687 anti-climb logic is simple: do not give a person a usable foothold. That is why the maximum mesh aperture is capped at 75mm in the critical direction. In practical supply terms, compliant temporary fence mesh is typically 75mm x 150mm at maximum, while stronger anti-climb configurations such as 60mm x 150mm sit comfortably inside the limit.
We recommend buyers treat this as a dimensional compliance item, not a brochure claim. Our 3300 x 2100mm heavy duty maxi panel uses a 60mm x 150mm mesh aperture with 4.0mm wire, which stays below the 75mm foothold threshold and aligns with AS 4687 compliance expectations for anti-vandal site fencing.
Mesh opening testing methodology and compliance verification
This check should be handled with a tape measure, caliper, and discipline. Measure the clear opening of the mesh, not the center-to-center wire spacing and not the nominal drawing dimension. Buyers should verify multiple points across the panel because poorly controlled welding can distort opening sizes at the edges or near the frame.
- What to measure: The actual clear aperture between wires after welding and finishing.
- Where to measure: Center area, edge area, and at least one corner zone on each panel sample.
- What to verify: No measured opening exceeds 75mm in the foothold-critical dimension.
- What documents matter: SGS or BV test reports tied to AS 4687.1:2022, plus production drawings matching the shipped panel.
That last point matters more than many buyers realize. A supplier can show one old report and ship a different mesh pattern. We recommend matching the report, the signed drawing, the invoice specification, and the physical sample before approving bulk production.
42 micron galvanization standard for hot-dipped finish
For AS 4687 temporary fence used outdoors, especially in coastal and high-exposure Australian environments, the zinc coating is not a cosmetic feature. It is a service-life issue. The required benchmark in your sourcing checklist is a hot-dipped galvanized finish above 42 microns, with the coating process complying with AS/NZS 4680.
This is one of the easiest places for importers to lose money without noticing it upfront. A fence can look silver and still have inadequate zinc mass or weak weld-area protection. We specify post-weld hot-dip galvanizing above 42 microns because that is the level needed for realistic anti-rust performance, not just container-loading appearance.
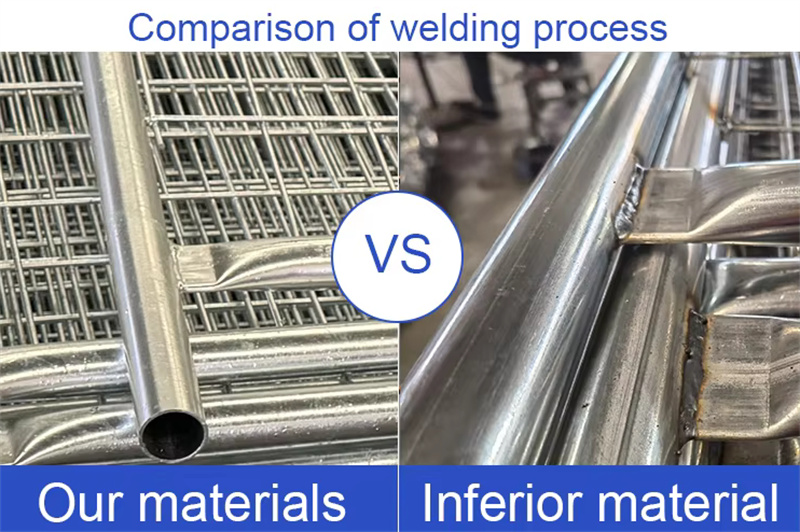
Pre-galvanized vs post-weld hot-dip processes
This is where a lot of fake compliance starts. Pre-galvanized wire is coated first and welded later. The problem is obvious to anyone who has seen field failures: welding burns away zinc at the weld points, leaving the most stressed areas under-protected. Post-weld hot-dip galvanizing coats the finished panel after fabrication, so the welds and cut areas are protected as part of the final immersion process.
- Pre-galvanized mesh: Lower cost, but zinc loss at weld points creates early rust risk.
- Post-weld hot-dip galvanized mesh: Full panel coating after welding, including weld zones and exposed fabrication points.
- Compliance reality: Our testing and field feedback show pre-galvanized mesh is the weak option for coastal Australian use.
The uncomfortable truth is that many factories still sell pre-galvanized mesh as if it were equivalent. It is not. Based on the internal product data we work from, pre-galvanized wire mesh can fail AS 4687 weld integrity expectations within 18 months in coastal Australian environments because the weld points lose zinc protection first. True compliance requires post-weld hot-dip galvanizing.
Dual-sided wind load testing requirements
AS 4687:2022 changed the game by requiring dual-sided wind testing. The older 2007 version relied on single-sided testing, which does not reflect how temporary fencing actually behaves on exposed sites where wind direction changes and pressure can act from either side. If a supplier is still showing only single-sided wind data, that is not enough for AS 4687:2022 validation.
- AS 4687:2007: Single-sided wind testing.
- AS 4687:2022: Dual-sided wind testing.
- Class A benchmark: 0.5 kPa wind load.
- Class B benchmark: 0.8 kPa wind load.
This is also where supplier capability matters. Only 12% of Anping manufacturers reportedly have dual-sided wind testing equipment, and many still test one side and market the product as compliant. That is exactly the kind of hidden failure Procurement Pete needs to screen out before issuing a purchase order.
Importance Level and Stability Class definitions
Importance Level and Stability Class are not decorative certificate language. They define the performance expectation of the fence system in service. Stability Class addresses how the assembled panel, base, and bracing system performs under defined wind loads. If the base selection is wrong, the panel can be compliant on paper and unstable on site.
For standard conditions, Stability Class A requires a minimum 20kg base weight. Our matched heavy duty system is supplied with 25kg concrete bases or compliant plastic feet with ballast options, which gives buyers a safer buffer above the minimum. That matters because base quality, fit, and consistency are often where imported temporary fencing systems fall apart in real deployment.
We also take a hard line on system compatibility. DB Fencing operates the only in-house plastic feet injection molding facility in Anping County, which means the feet are built around the panel and tube specification rather than bought from an outside vendor and forced to fit later. For procurement teams, that reduces one of the most common failure points in AS 4687 temporary fence supply: compliant panels paired with non-compliant or poorly matched bases.

Import Compliance Documentation Checklist

Import Compliance Documentation Checklist
For AS 4687 temporary fence imports, the minimum safe document pack is simple: valid test reports, ISO9001, steel traceability, galvanizing proof, and a real factory audit.
If you are buying from China for Australian construction use, this is not paperwork for its own sake. This is your protection against site rejection, corrosion claims, and suppliers who say “AS 4687 compliant” without having the evidence to back it up. We recommend treating every document below as a release gate before deposit, before production, and again before shipment.
Mandatory Test Reports
The biggest trap in this category is old or incomplete test data. AS 4687:2022 introduced dual-sided wind testing, replacing the single-sided testing many factories still rely on from 2007-era documentation. That matters because a supplier can show a real report and still be non-compliant for current Australian procurement requirements.
We recommend checking that the report matches the exact fence configuration you are buying, not a “similar” panel. For example, our 3300 x 2100 mm heavy duty maxi panel uses 32 mm outer diameter x 2.0 mm wall thickness pipes, 4.0 mm wire, 60 x 150 mm mesh aperture, and Stability Class A compatible bases. If the report tests a lighter pipe, wider aperture, or different base system, it is not a clean compliance document.
- 🏷️ Category: Third-party compliance verification
- 🎯 Core Outcome: Confirms the product has been tested to the right standard, with the right structure, before it lands on your site.
Analysis:
- Ask for the full report, not just a certificate summary page.
- Confirm the report states AS 4687.1:2022 for temporary fencing, especially if the supplier claims current Australian compliance.
- Check for dual-sided wind load testing at 0.5 kPa for Stability Class A and 0.8 kPa for Stability Class B where applicable.
- Verify mesh aperture is within the anti-climb limit, typically 75 mm maximum width, with compliant options such as 60 x 150 mm.
- Make sure the base in the report matches the supplied base. Stability Class A requires 20 kg minimum base weight under standard conditions.
- A report from a different panel size or different tube thickness does not protect you.
- Many Anping suppliers still show single-sided testing and claim AS 4687:2022 compliance. Based on our market observation, only a small share have true dual-sided wind testing capability.
- If the report is more than a few years old, ask whether the tested design is still the same in current production.
ISO9001 Certificates
Procurement teams often overestimate ISO9001. It is not a substitute for product testing. What it does tell you is whether the supplier has documented processes for incoming material control, production inspection, corrective action, and record retention. For repeat imports, that matters because your bigger commercial risk is usually batch inconsistency, not the first sample.
DB Fencing is ISO9001 certified, and for B2B buyers that matters most when you are ordering mixed containers, repeat projects, or OEM-labelled stock. A real ISO system should make it easier to trace whether pipe wall thickness, mesh weld quality, and packaging controls stayed consistent from one shipment to the next.
- 🏷️ Category: Quality management system evidence
- 🎯 Core Outcome: Reduces the risk of inconsistent production, missing inspection records, and undocumented material substitution.
Analysis:
- Check the certificate validity date and issuing body.
- Review whether the scope covers fence manufacturing, welding, galvanizing coordination, or related metal fabrication.
- Ask for sample inspection records tied to a recent order, not just the framed certificate.
- Use ISO9001 as a process-control check, not as your main technical compliance proof.
- Some trading companies present a partner factory’s ISO certificate as if it were their own.
- A valid ISO certificate does not confirm 42 micron galvanization, 20 kg base performance, or 2022 wind testing.
- If the factory cannot connect its ISO system to actual production documents, the certificate has limited value.
Mill Certificates for Steel
This is one of the most overlooked documents in temporary fencing imports. Buyers focus on the finished panel but forget that wall thickness and steel origin drive strength, weld quality, and long-term corrosion performance. For AS 4687 temporary fence, if you specify 32 mm outer diameter x 2.0 mm wall thickness pipes, the mill certificate should support that material input.
We recommend matching mill cert data against your purchase order, packing list, and production photos. If the supplier cannot show a chain from incoming pipe to finished panel batch, you have a traceability hole. That hole becomes a problem when a shipment arrives lighter than expected or fails inspection after installation.
- 🏷️ Category: Raw material traceability
- 🎯 Core Outcome: Verifies that the structural steel input matches the quoted specification and reduces substitution risk.
Analysis:
- Request mill certificates for the pipe and wire used in the shipment batch.
- Check dimensions against the order, especially 32 mm OD pipe and 2.0 mm wall thickness where specified.
- Ask for heat number or batch number traceability if your internal QA process requires it.
- Compare declared material data with actual cut-sample measurements during pre-shipment inspection.
- Some suppliers can provide generic steel paperwork that is not tied to your actual production lot.
- Material certificates alone do not confirm weld integrity after fabrication.
- If you are buying on FOB or CIF terms without inspection, steel traceability becomes harder to enforce after shipment.
Galvanization Thickness Reports
This is where a lot of corrosion disputes start. Buyers ask whether the fence is galvanized, and suppliers say yes. That answer is useless. The real question is whether the finished welded panel was post-weld hot-dip galvanized, and whether the coating thickness report proves compliance. Pre-galvanized wire mesh is cheaper, but it loses zinc at the weld points and does not hold up the same way in coastal Australian conditions.
Our standard is post-weld hot-dip galvanized finish above 42 microns, aligned with AS/NZS 4680. We recommend rejecting vague terms like “galvanized finish” unless the supplier provides a measurable coating report tied to the actual shipment. For buyers sourcing AS 4687 temporary fence, this document is central to anti-rust verification and total cost of ownership.
- 🏷️ Category: Corrosion protection verification
- 🎯 Core Outcome: Confirms the fence has the zinc coating level needed for outdoor service life, especially in harsh or seaside environments.
Analysis:
- Ask for galvanization thickness reports referencing AS/NZS 4680 for hot-dipped coatings.
- Confirm the result is above 42 microns, not just “galvanized.”
- Make sure testing is done on the finished welded panel or relevant finished components.
- Request photos or video of coating thickness measurement during pre-shipment QC if the order value justifies it.
- If the project is coastal, treat any coating ambiguity as a serious risk, not a minor paperwork gap.
- Pre-galvanized mesh and tube should not be presented as equivalent to post-weld hot-dip galvanized temporary fence for this use case.
- A zinc claim without a test value in microns gives you nothing usable for procurement approval.
- If the galvanizing subcontractor is external, ask who controls the final coating inspection and batch records.
Factory Audit Requirements for Chinese Suppliers
For Australian procurement managers, this is the most practical due diligence step after document review. You are not just checking whether a factory exists. You are checking whether it has the equipment, records, and capacity to produce compliant AS 4687 temporary fence at scale without outsourcing key risk points. That matters even more on bulk orders where consistency across hundreds or thousands of panels is the real issue.
At DB Fencing, the audit conversation is straightforward. We operate 10 welding production lines with capacity up to 2,000 sets per week, and we run the only in-house plastic feet injection molding facility in Anping County. For buyers, that reduces one common failure point: third-party sourced bases that do not match the tested stability setup or arrive with inconsistent quality.
- 🏷️ Category: Supplier due diligence and production validation
- 🎯 Core Outcome: Reduces the chance of buying from a non-manufacturing middleman or a factory that cannot reproduce the tested product consistently.
Analysis:
- Verify the business license, factory address, and export entity name match the sales contract.
- Inspect welding lines, raw material storage, finished goods area, and packaging controls.
- Check whether the factory can show records for AS 4687.1:2022 test reports, ISO9001 procedures, and galvanization inspection.
- Confirm actual production capacity against your lead time needs, especially for multi-container or project-driven schedules.
- Review whether bases, clamps, and feet are made in-house or sourced. Subcontracted accessories often create hidden compliance failures.
- If private label or OEM is required, verify carton marking, pallet control, and spare-part counting procedures during the audit.
- A polished showroom does not prove manufacturing control.
- Factories that outsource key components may still pass a superficial audit but fail on consistency.
- If the supplier refuses live video verification or third-party audit access, treat that as a commercial warning sign.
Stability Classes and Site Applications
For procurement, use a three-tier site risk filter: Class A for standard conditions, Class B for higher wind exposure, and Class C for sites that need project-specific engineering review.
If you are buying AS 4687 temporary fence for Australian projects, stability should be matched to site risk before price comparison. Our testing and export documentation are built around AS 4687:2022, which now requires dual-sided wind testing rather than the older single-sided approach. That matters because many suppliers still claim compliance using outdated test logic. For a procurement team, the safe approach is simple: classify the site first, then match panels, bases, and deployment method to that class.
Three-tier risk classification: Stability Class A, B, and C
We recommend treating stability as an operational risk class, not just a panel spec. The panel may be compliant on paper, but the installed fence line only performs as expected when the base weight, ground condition, wind exposure, and run layout are aligned. Under AS 4687:2022, the wind testing benchmark is stricter because both sides are tested. That closes the loophole that weaker suppliers used under older single-direction assumptions.
- Stability Class A: Standard site condition category. Minimum tested benchmark is 0.5 kPa dual-sided wind load, typically paired with a 20 kg minimum base weight. Our 3300 x 2100 mm heavy duty maxi panel is supplied with 25 kg concrete bases or compatible plastic feet with ballast, giving buyers a practical compliance margin.
- Stability Class B: Higher exposure category. Tested benchmark is 0.8 kPa dual-sided wind load. This is the class to review when the site has longer open runs, stronger gust patterns, less shielding from buildings, or tighter safety tolerances.
- Stability Class C: Use this as a high-risk procurement flag for conditions beyond standard temporary fence deployment. Typical triggers include exposed perimeter lines, elevated terrain, hoarding loads, signage loads, or unusual pedestrian pressure. At this level, we advise project-specific engineering review instead of assuming a standard fence set will be enough.
The commercial point is straightforward. Class A and Class B can be validated against documented test reports and base configurations. Class C is where responsible buyers stop treating fencing as a commodity and start treating it as a liability-controlled system.
Application scenarios for construction sites
Most construction and civil sites start in Class A unless exposure conditions push them higher. For a standard metro jobsite with partial building shielding, controlled access, and routine perimeter segregation, a compliant AS 4687 temporary fence system with 32 mm outer diameter x 2.0 mm wall pipes, 60 x 150 mm mesh aperture, and 25 kg bases is usually the correct fit. That gives procurement a defensible specification for inspection, not just a cheap landed price.
Move toward Class B when the site sits on open ground, along transport corridors, near coastal wind, or in early project stages before structures provide shielding. This is also the right review point when fence lines are long and continuous, because wind pressure does not care that the panel itself passed a factory test. It acts on the installed run. In our experience, this is exactly where hidden non-compliance shows up after delivery: mismatched bases, weak feet, or test reports that do not reflect dual-sided AS 4687:2022 requirements.
For construction buyers under audit pressure, do not separate stability from corrosion and anti-climb performance. A panel still needs post-weld hot-dip galvanizing above 42 microns to comply with AS/NZS 4680 expectations in harsh outdoor use, and mesh aperture must stay within the 75 mm anti-climb limit. Stability failure is not the only inspection risk. Procurement Pete gets into trouble when one missing proof point turns an otherwise acceptable shipment into a site liability.
Application scenarios for events
Event sites need a different mindset because crowd behavior changes the load pattern. A quiet perimeter around a managed outdoor exhibition may still sit in Class A, especially when the fence is used for boundary definition rather than force resistance. But once you add heavy foot traffic, queue pressure, public access points, or repeated impact near entries, you should review whether the deployment belongs in Class B or whether a different barrier system is more suitable.
For event operators, the real mistake is assuming all temporary fence panels behave the same because the dimensions look familiar. They do not. Base fit, clamp consistency, and panel rigidity matter. DB Fencing operates its own plastic feet injection molding facility in Anping County, which matters for bulk buyers because base compatibility is controlled in-house rather than outsourced to mixed third-party batches. That reduces the risk of poor fit-up, unstable runs, and missing-parts claims at venue setup.
If an event perimeter is exposed to open wind, temporary branding loads, or public surge points, treat it as a higher-risk installation from the start. The fence may still be part of the solution, but procurement should require the same proof discipline as a construction project: AS 4687.1:2022 test reports, base specification, galvanizing verification, and clear packing control for fast deployment on site.
Application scenarios for hoarding
Hoarding changes the equation because solid or semi-solid surfaces attract much higher wind load than open mesh. That is why buyers should not treat hoarding as a cosmetic add-on to standard temporary fencing. The moment you reduce permeability, you increase structural demand on the whole system. In practical procurement terms, many hoarding applications should be screened as Class B at minimum, and some should be escalated to Class C for engineering review.
This is especially relevant on street-front construction projects, retail refurbishments, and high-visibility urban works where branding panels or privacy screens are attached to the fence line. The fence panel itself may still meet the base product spec, but the installed system is no longer behaving like open mesh temporary fencing. We recommend documenting the added surface effect before ordering, not after the site manager reports movement in strong wind.
For import buyers, this is the part that separates compliant sourcing from box-ticking. A supplier who only talks about panel size and FOB price is not helping you manage hoarding risk. A supplier should be able to show how the fence was tested, whether the galvanizing is post-weld hot-dip above 42 microns, whether the base system meets the required stability class, and whether the installation falls within standard use or needs project-specific sign-off.
Explore Compliant Temporary Fencing Systems for Australia and Canada.

Verifying Chinese Manufacturer Compliance
If a supplier cannot prove AS 4687:2022 testing, post-weld hot-dip galvanizing, and valid third-party reports, treat it as a compliance risk, not a pricing issue.
For Australian procurement managers, compliance verification starts before the first PO. The real risk is not obvious failure. It is hidden failure: panels arrive, paperwork looks acceptable, then a site audit or wind event exposes that the product was never truly built or tested to AS 4687 temporary fence requirements.
We recommend a hard-document process backed by a factory audit. That matters even more after AS 4687:2022, because dual-sided wind testing replaced the older single-sided approach used under the 2007 version. In Anping, only about 12% of manufacturers have dual-sided wind testing equipment, yet many still claim compliance.
Factory audit red flags to catch early
A factory visit should tell you within 30 minutes whether the supplier is built for compliance or built for quoting. If weld integrity, coating control, and base compatibility are central to the product, the equipment and workflow must be visible on site. If they are missing, the paperwork usually comes second-hand.
- Missing weld testing equipment: If the factory cannot show weld inspection tools, sample destructive testing, or documented weld QC records, do not assume panel strength is being controlled.
- No dual-sided wind test capability: For AS 4687:2022, a supplier should be able to explain how the panel system was tested for dual-sided wind loading at 0.5 kPa for Stability Class A and 0.8 kPa for Stability Class B.
- Pre-galvanized wire only production: If the line uses only pre-galvanized wire mesh and no post-weld hot-dip galvanizing process, that is a direct warning sign for Australian outdoor use.
- Outsourced critical components: If feet, clamps, or bases come from uncontrolled third-party sources, consistency drops fast. We see this most often with plastic feet that do not match Stability Class A loading requirements.
- No traceable production records: If the supplier cannot tie a report to a batch, panel spec, or production date, the document has weak procurement value.
At DB Fencing, we run 10 welding production lines and our own plastic feet machine in Anping County. That matters because a compliant temporary fence system is not just a panel. It is panel, weld quality, coating, base weight, and component fit working together as one tested assembly.
What to do if the supplier cannot provide AS 4687 test reports
If a supplier cannot provide the AS 4687 test report, stop the discussion and downgrade them immediately. Do not accept statements like “same as Australian standard,” “tested before,” or “our customer never had a problem.” Those are sales lines, not compliance evidence.
- Correct standard version: Ask whether the report is for AS 4687.1:2022 or only an older 2007-era test basis. For current Australian procurement, the version matters.
- Correct product configuration: The report must match the actual system being quoted, including panel size, pipe specification, mesh aperture, feet type, and clamps.
- Correct technical thresholds: For a compliant heavy-duty system, you should see details consistent with 32mm OD x 2.0mm wall thickness pipes, mesh aperture not exceeding 75mm, and base requirements aligned with Stability Class A.
- Correct coating reference: The galvanizing claim should align with hot-dipped galvanized steel complying with AS/NZS 4680, not a generic anti-rust statement.
For example, our 3300x2100mm heavy-duty maxi panel uses 32mm OD x 2.0mm wall thickness pipes, 4.0mm wire, 60x150mm mesh aperture, and post-weld hot-dip galvanizing above 42 microns. That is the level of specification detail a serious supplier should be ready to support with documentation.
Why pre-galvanized wire only is a compliance problem
This point gets glossed over all the time. Pre-galvanized wire sounds acceptable on a quote sheet, but it creates a weak point at the weld. Once the wire is welded, zinc protection is compromised at the weld intersection, which is exactly where corrosion starts.
Our testing and field feedback show that pre-galvanized wire mesh can fail AS 4687 weld integrity expectations within 18 months in coastal Australian environments because the weld points lose protection first. True compliance for this application requires post-weld hot-dip galvanizing, not pre-galvanized wire only.
- Required finish: Post-weld hot-dip galvanized coating above 42 microns for corrosion resistance in harsh outdoor conditions.
- Relevant coating standard: AS/NZS 4680 for zinc coating on fabricated ferrous articles.
- Procurement implication: A cheaper pre-galvanized panel can increase replacement cost, site failure risk, and total cost of ownership.
How to authenticate a test report properly
Do not just ask for a PDF. Ask for a report package. A genuine compliance file should let you trace the product, the laboratory, the sample description, and the issue date without guessing. If any of those elements are vague, the report is weak.
- Check the issuing body: Confirm whether the report was issued by SGS, BV, or another recognized testing body, and make sure the laboratory identity is clearly printed.
- Match the sample description: The report should state the panel dimensions, pipe size, wire diameter, mesh aperture, base type, and component configuration tested.
- Check the issue date: A genuine report may still be outdated for your procurement decision if it predates a design change or references an older standard pathway.
- Check page consistency: Look for complete page numbering, laboratory stamps where applicable, and no missing annexes or cut-off signatures.
- Check standard references: If the supplier claims AS 4687:2022 compliance, the test basis should reflect the current requirement set, not a recycled older report.
We recommend asking the supplier to send the original full report, not screenshots and not selected pages. Serious manufacturers will do this quickly. Evasive suppliers usually switch to summaries because they do not want you comparing the tested sample to the actual quoted product.
How to verify SGS or BV reports are genuine and current
Third-party logos mean nothing on their own. A genuine SGS or BV report must be verifiable, relevant to the product you are buying, and current enough to support the quote in front of you. The trick is not whether the document exists. The trick is whether it still applies.
- Use the report number: Ask for the full certificate or test report number and verify it directly with the issuing body’s customer service or report verification channel.
- Check company name alignment: The legal company name on the report must match the supplier issuing your PI or sales contract, not a trading company, friend factory, or unrelated exporter.
- Check product naming alignment: The report should cover temporary fencing or the specific tested fencing system, not a loosely related wire mesh product.
- Check validity in context: Test reports do not expire like some certificates, but they lose procurement value if the design, coating process, or manufacturing site has changed.
- Check for current management certifications: ISO9001 or similar certificates should be within validity dates and issued to the same factory entity.
If a supplier resists direct verification with SGS or BV, that is a red flag by itself. Professional exporters selling into Australia should expect this step. Procurement Pete is not being difficult here. He is doing his job.
Cross-referencing certificate numbers with testing bodies
Cross-referencing is the step that filters out recycled documents and borrowed credibility. The process is simple: pull the certificate number, check the issuing body, confirm the named company, and confirm the product scope. If one field does not line up, pause the order.
- Certificate number: Record the exact number as shown on the report without relying on a salesperson’s typed summary.
- Issuing organization: Contact SGS, BV, or the listed laboratory through its official website or public verification route, not through a number supplied only by the seller.
- Legal entity name: Confirm the report belongs to the actual factory or contracted exporter named in your transaction documents.
- Product scope: Confirm the report applies to the specific temporary fence system and not to another mesh panel category.
- Technical match: Cross-check the quoted product against the tested specification: 32mm OD x 2.0mm pipe, mesh aperture within the 75mm limit, and coating aligned with AS/NZS 4680.
This is the difference between buying a compliant system and buying a story. For Australian construction and civil projects, that distinction affects site acceptance, liability exposure, and long-term replacement cost. If the supplier can prove the chain from factory to test report to quoted product, you are dealing with a real AS 4687 temporary fence manufacturer export partner. If not, move on.
Cost of Non-Compliance
The cost of non-compliant temporary fencing is usually not the purchase price. It shows up later as fines, replacement freight, delay claims, and insurance exposure.
For Australian procurement managers, this is the hidden failure. A fence that looks acceptable on paper but fails AS 4687 validation after delivery can damage the project budget fast. We have seen buyers focus on unit price, then lose far more when the product cannot support site inspections, wind load requirements, or documentation checks.
Site shutdown fines can exceed $10,000
If a principal contractor, regulator, or site auditor finds temporary fencing that does not meet the required specification, the immediate issue is not a technical debate. Work can be stopped until compliant fencing is installed. On active civil and construction sites, that interruption can trigger direct shutdown costs and fines exceeding $10,000, especially when non-compliance affects public safety, boundary control, or anti-climb protection.
This is why proof matters more than claims. Under AS 4687:2022, dual-sided wind testing replaced the older single-sided approach used in 2007. If a supplier still relies on outdated test logic and calls it compliant, the buyer carries the site risk. We recommend verifying the test report, galvanization standard, and base configuration before shipment, not after unloading.
Replacement logistics costs are usually underestimated
Once non-compliant fencing lands on site, replacement is expensive because you are paying twice for a problem that should have been filtered at factory stage. The first loss is the original purchase, inland transport, container freight, and receiving labor. The second loss is the emergency replacement cycle, which often requires premium freight, rushed customs handling, and extra site labor to remove and reinstall panels, bases, and clamps.
- Re-freight: New compliant stock must be moved under compressed timelines, often at higher freight rates than the original shipment.
- Handling waste: Non-compliant panels, feet, and couplers still need unloading, storage, return coordination, or disposal.
- Labor duplication: Crews install the wrong product once, then repeat the job with replacement fencing.
- Documentation delays: Missing or weak test files slow approval of replacement material even further.
This is where factory control makes a real commercial difference. DB Fencing runs 10 welding production lines with capacity up to 2,000 sets per week, and we operate our own plastic feet injection molding facility in Anping. That matters because base compatibility is part of Stability Class A performance, and third-party base sourcing is a common failure point in rushed replacement orders.
Project delay penalties can wipe out any purchase savings
A cheap fence becomes very expensive when it delays practical work. If temporary boundary protection fails inspection, downstream trades may be blocked from entering the work zone, equipment movement may be restricted, and handover dates start slipping. In contract environments with liquidated damages or milestone-based billing, a fencing issue can create financial exposure far beyond the fencing package itself.
The logic is simple. If the fence does not meet the required configuration, the site team cannot treat it as a minor defect. For example, a panel built below the expected 32mm outer diameter x 2.0mm wall thickness, or supplied with substandard bases below the 20kg minimum reference for Stability Class A conditions, can trigger rejection. The same goes for mesh outside anti-climb expectations or galvanizing that does not meet the >42 micron post-weld hot-dip requirement aligned with AS/NZS 4680.
Procurement teams should view this as total cost of ownership, not unit price. Saving a few dollars per panel means nothing if the result is a delayed mobilization, an idle subcontractor crew, or a missed milestone payment.
Insurance implications are real when fencing is non-compliant
Insurance problems usually appear after an incident, which is the worst possible time to discover the paperwork is weak. If there is a public access breach, panel collapse, wind-related failure, or injury claim, insurers and investigators will ask whether the temporary fencing met the specified standard and whether the buyer exercised reasonable procurement due diligence. If the answer is unclear, claim handling gets harder immediately.
Non-compliant fencing can increase scrutiny around contractor negligence, supplier qualification, and specification approval. That does not automatically void cover, but it can create disputes over liability allocation, delay settlement, or expose the contractor to uninsured cost components. This is exactly why Procurement Pete wants proof points, not sales talk. We recommend keeping the full compliance file on record: AS 4687.1:2022 test reports, AS/NZS 4680 galvanization evidence, and supplier quality documents such as ISO9001 and SGS or BV verification.
From a risk-control standpoint, compliant product is the cheaper product. Our position is straightforward: if a temporary fence is intended for Australian construction use, it should be validated against AS 4687:2022, use post-weld hot-dip galvanizing above 42 microns, and be supplied with base systems that support the required stability class. Anything less is not a bargain. It is deferred cost.
| Risk Area | Non-Compliance Scenario | Business Impact | Cost of Non-Compliance | Buyer Verification Focus |
|---|---|---|---|---|
| AS 4687 Certification | Supplier claims AS 4687 compliance but only has outdated 2007 single-sided wind testing or no valid third-party report. | Panels can fail site inspection, trigger project delays, and force urgent replacement after delivery. | Rework costs, expedited reordering, idle labor, and possible contractual penalties. | Request AS 4687.1:2022 test reports, dual-sided wind load data, and named factory certificates before PO approval. |
| Wind Load Stability | Fence system does not meet Stability Class A or uses underweight bases below 20kg minimum. | Higher tip-over risk in exposed construction zones, creating safety incidents and shutdown exposure. | Liability claims, site incident investigations, replacement bases, and lost productivity. | Confirm 0.5 kPa wind testing, base weight specification, and compatible panel-foot-brace system. |
| Galvanizing Thickness | Coating is below 42 microns or uses pre-galvanized material that loses zinc protection at weld points. | Early rust in coastal or outdoor environments reduces service life and damages contractor credibility. | Premature replacement, maintenance labor, warranty disputes, and higher total cost of ownership. | Check AS/NZS 4680 compliance, post-weld hot-dip process, and coating thickness test results. |
| Mesh Aperture Anti-Climb | Mesh opening exceeds 75mm limit or does not meet anti-vandal configuration requirements. | Increased climbing risk can cause security breaches, public access incidents, and inspection rejection. | Incident exposure, panel write-off, emergency resupply, and potential insurance complications. | Verify mesh aperture drawings such as 60x150mm or compliant alternatives under AS 4687. |
| Pipe and Wire Specification | Frame uses undersized tubes below 32mm OD x 2.0mm wall or reduced wire diameter. | Panels deform in transport, installation, or wind loading, reducing usable life on site. | Higher breakage rate, unusable inventory, replacement freight, and installation inefficiency. | Match mill specs to purchase order and request dimensional inspection records before shipment. |
| Missing Parts and Packaging Quality | Shipment arrives with missing clamps, feet, or braces due to weak packing and poor final count control. | Installation stops on site even when panels arrive on time, delaying handover and labor sequencing. | Crew downtime, partial deployment, emergency local purchases, and added admin time. | Require packing lists by set, loading photos, pallet labeling, and pre-shipment quantity inspection. |
| Base Compatibility | Plastic feet or concrete bases are sourced from third parties and do not fit panel spacing or stability requirements. | On-site assembly problems create unsafe fence lines and increase installation time on uneven ground. | Accessory replacement, labor overruns, and compromised compliance during inspection. | Confirm base dimensions, fitment tolerances, ballast options, and full-system compatibility from one supplier. |
| OEM and Label Accuracy | Private label documentation, certificates, or product markings do not match the delivered batch. | Internal audit trail breaks down, making it difficult to defend procurement decisions to managers or clients. | Approval delays, documentation rework, rejected goods, and reputational damage with distributors. | Align test reports, SKU labels, packing marks, and batch references before container dispatch. |
| Lead Time Reliability | Supplier accepts bulk order but lacks real production capacity or outsources key components without control. | Late delivery pushes back mobilization schedules and weakens procurement planning accuracy. | Liquidated damages risk, premium freight, and cash tied up in delayed inventory. | Validate weekly capacity, in-house production scope, and component control for panels and feet. |
| Import Due Diligence | Buyer selects lowest quote without validating certification, inspection data, or export experience. | Hidden failure appears after goods land on site, when replacement options are slower and more expensive. | Total landed cost escalation, legal exposure, and project disruption far above initial savings. | Use a compliance checklist covering certificates, dimensions, galvanizing, packaging, and pre-shipment inspection. |
AS 4687 Temporary Fence Specifications
For AS 4687 temporary fence, buyers should verify four things first: panel size, 32mm x 2.0mm pipe, mesh aperture not exceeding 75mm, and base weight meeting Stability Class requirements.
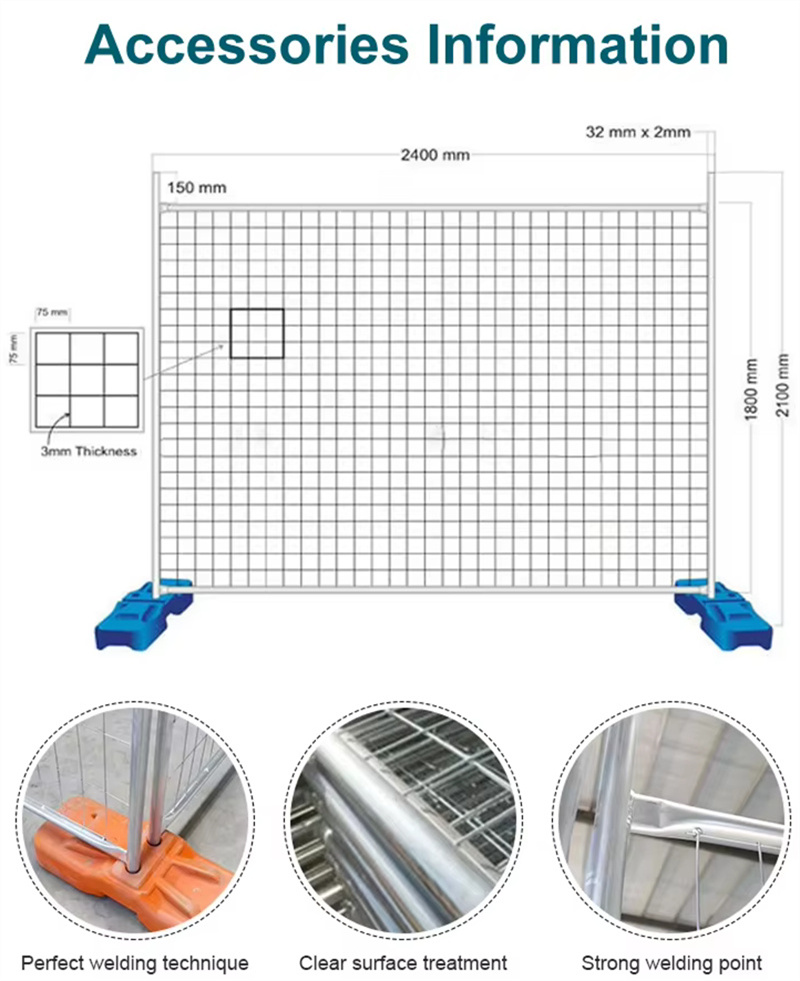
Typical panel dimensions of 2400 x 2100mm
In Australian projects, 2400 x 2100mm is the common temporary fence panel format used for site security and perimeter control. It is the size many procurement teams expect when they ask for an AS 4687 temporary fence, especially for standard construction layouts and predictable loading calculations.
That said, size alone does not prove compliance. We regularly see suppliers quote 2400 x 2100mm panels but cut corners on pipe wall, mesh aperture, or base weight. For procurement, the correct approach is to treat panel dimensions as the starting point, not the compliance conclusion.
Pipe dimensions: 32mm OD x 2.0mm wall
- Outer diameter: 32mm OD is the minimum pipe specification commonly required for compliant AS 4687 systems.
- Wall thickness: 2.0mm wall thickness is the benchmark buyers should insist on for structural reliability.
- Material finish: Hot-dipped galvanizing must comply with AS/NZS 4680, with zinc coating above 42 microns for corrosion resistance.
This is where a lot of imported offers become risky. A panel can look identical in photos and still fail in service if the tube wall is under-spec. We stick to 32mm OD x 2.0mm wall because that is the minimum serious buyers should accept when site inspection risk and total cost of ownership matter.
Mesh size options: 60 x 150mm and 75 x 150mm
For AS 4687 temporary fence, the anti-climb rule is simple: the mesh aperture must not exceed 75mm. That is why 75 x 150mm and 60 x 150mm are the standard options used in compliant panels. Both fit the anti-vandal requirement, but 60 x 150mm is the tighter format and is often preferred where climb resistance is under closer scrutiny.
- 75 x 150mm: The maximum acceptable aperture format under the 75mm anti-climb limit.
- 60 x 150mm: A tighter anti-climb option commonly selected for higher-security construction sites.
- Buyer checkpoint: If any horizontal opening exceeds 75mm, the panel should not be treated as AS 4687 compliant.
We recommend checking the actual production drawing, not just the quote sheet. Some suppliers use vague phrases like “anti-climb mesh” without stating the aperture. That is exactly how hidden non-compliance gets discovered after the container lands.
Base weight: concrete versus plastic bases
Base selection is not a cosmetic choice. It directly affects Stability Class performance. For standard Class A conditions, the minimum concrete base weight is 20kg. In our own supply program, we use 25kg concrete bases for a stronger margin of safety and better handling on active construction sites.
- Concrete base: 20kg minimum for Stability Class A; heavier options such as 25kg provide a more practical safety buffer.
- Plastic base: Can be compliant only when used as part of a tested system with adequate ballast.
- Procurement risk: An underweight or untested base can undermine the whole panel system, even when the panel itself is built correctly.
This point gets missed too often. Many factories outsource plastic feet and assume interchangeability. We do not. DB Fencing operates the only in-house plastic feet injection molding facility in Anping County, which gives us tighter control over fit, consistency, and compatibility with Stability Class A requirements. For buyers, that reduces the chance of receiving panels and bases that do not perform as one tested system.
| AS 4687 Temporary Fence Specifications | |||
|---|---|---|---|
| Feature | Specification | Standard/Verification | Procurement Benefit |
| Panel Size | 3300 x 2100 mm heavy-duty maxi panel | Configured for Australian temporary site security applications | Matches common construction project requirements and reduces sourcing mismatch risk |
| Frame Pipe Specification | 32 mm OD x 2.0 mm wall thickness steel tube | Meets minimum heavy-duty specification used for AS 4687 compliant temporary fencing | Improves structural strength and lowers failure risk during site use |
| Wire Diameter | 4.0 mm welded steel wire | Suitable for anti-vandal temporary fence panel construction | Provides stronger weld performance and better lifecycle value |
| Mesh Aperture | 60 x 150 mm anti-climb mesh | Complies with AS 4687 maximum aperture requirement below 75 mm | Reduces climbing risk and supports site inspection compliance |
| Galvanizing Finish | Post-weld hot-dip galvanized, zinc coating greater than 42 microns | AS/NZS 4680 galvanization requirement for corrosion resistance | Prevents weld-point rust failure and extends service life in coastal environments |
| Wind Load Performance | Dual-sided wind testing at 0.5 kPa for Stability Class A and 0.8 kPa for Stability Class B | AS 4687.1:2022 dual-sided testing requirement | Helps buyers verify true 2022 compliance instead of outdated single-sided test claims |
| Base Requirement | 25 kg concrete base or compliant plastic feet with ballast option | Exceeds 20 kg minimum base weight for Stability Class A | Improves panel stability on active construction sites and supports compliant installation |
| Plastic Feet Supply | In-house injection-molded plastic feet available | Factory-controlled dimensional compatibility with panel system | Reduces missing parts, fitment issues, and third-party base inconsistency |
| Compliance Documents | AS 4687.1:2022 test reports, AS/NZS 4680 galvanizing reports, ISO9001, SGS/BV documentation | Available for pre-shipment compliance validation | Gives procurement teams proof points for audit trails, import approval, and project sign-off |
| MOQ and Production Capacity | Low MOQ 100 panels, up to 2,000 sets per week | Export-focused production for Australia and New Zealand markets | Supports both trial orders and bulk rollouts with predictable lead time planning |
Conclusion
If I were approving the order, I would buy only an AS 4687 temporary fence that has 2022 dual-sided wind test reports and post-weld hot-dip galvanizing above 42 microns. Most factories still show old single-sided data, and that gap gets exposed after the panels land on site. Cheap stock gets expensive fast.
Next, ask each supplier for three things: the full test report, the galvanizing report to AS/NZS 4680, and a packed sample showing panel, clamp, and base counts. Then measure the pipe at 32mm x 2.0mm, check the mesh stays under 75mm aperture, and confirm the base weight is at least 20kg before you compare freight. If a supplier dodges any one of those checks, move on.
Frequently Asked Questions
What is AS 4687?
AS 4687 is the Australian Standard that sets the core requirements for temporary fencing and hoardings used on construction sites and other controlled work areas. It covers key factors such as panel dimensions, anti-climb design, structural performance, stability, and safe installation so importers and contractors can verify that products are suitable for Australian jobsite use. For buyers in Australia and New Zealand, compliance with AS 4687-2022 or AS 4687-2007 is a practical purchasing benchmark, not just a technical specification. DB Fencing supplies temporary fence systems manufactured to meet these standard requirements, supported by ISO9001 and SGS certification for export confidence.
What is the maximum hole size?
For compliant temporary site fencing in Australia, the mesh opening is generally expected to be small enough to reduce climbing risk, and a common compliant configuration is 150 mm x 60 mm welded mesh. In practical procurement terms, importers should focus on anti-climb mesh patterns that align with AS 4687 expectations rather than sourcing larger openings that may create safety or site acceptance issues. Construction contractors and fence distributors in Australia typically prefer standard temporary fence panels built around proven market specifications to avoid compliance disputes. DB Fencing manufactures Australian-market panels to these established dimensions, helping buyers match local project requirements more accurately.
What types of temporary security fencing are there?
The main types of temporary security fencing include welded mesh temporary fence panels, crowd control barriers, chain link temporary fencing, anti-climb temporary fencing, and hoarding-style site barriers. Welded mesh panels are the most common choice for Australian construction and civil engineering firms because they offer clear boundary control, fast installation, and easier compliance alignment with AS 4687. Crowd control barriers are more suitable for event management, while chain link and hoarding solutions are often selected when projects require different visibility, privacy, or security levels. As a one-stop manufacturer, DB Fencing supplies multiple temporary fencing formats for construction, events, distribution, and agricultural channel partners across Australia, New Zealand, North America, and other export markets.
What can be used as a temporary fence?
A temporary fence can be made from welded mesh fence panels, chain link panels, steel barricades, portable hoarding panels, or crowd control barriers, depending on the site purpose and security level required. For construction sites in Australia, the most widely used option is galvanized welded mesh temporary fencing with plastic feet and steel clamps because it is portable, reusable, and easier to standardize for compliance. Event organizers may use crowd control barriers for pedestrian management, while agricultural buyers may use portable livestock panels for temporary enclosure needs. DB Fencing supports these applications with hot-dipped galvanized products above 42 microns, giving importers stronger corrosion resistance for outdoor and coastal environments.
What is the 1/3 rule for fence posts?
The 1/3 rule for fence posts is a general installation principle stating that roughly one-third of the total post length should be placed below ground to improve stability. For example, if a post is 2.4 meters long, about 0.8 meters may be embedded, depending on soil conditions, wind exposure, and the fence system being installed. However, importers and contractors should understand that temporary fencing systems usually rely on portable feet, clamps, bracing, and panel configuration rather than permanent buried posts. In the Australian temporary fencing market, it is more important to follow the relevant installation and stability requirements of the specified system, especially when supplying AS 4687-aligned products.



